
���ǿ�����������ɢ�ȼ�����̸��һ��(13) |
|---|
| http://www.sina.com.cn 2005��06��13�� 11:08 ���Ա� |
|
7����ѹ����У� ������ѹ����ж��Ǵ�ҽ�Ϊ��Ϥ�Ĺ��գ����ǵ������ճ���Ʒ�����ȵ�����������ڴˡ� ������ѹ�����豸Ϊ�崲�����ð�װ�ڳ崸�˵�ģ�߶�Ľ��г��У������ڸ��ֺ��Ƭ״�������ϵļӹ���������ʽɢ��Ƭ�����õ�ϸ����Ƭ������Ƕͭɢ���������õ�ͭ�塢�����ض�ȱ�����λ�ĵ����֡������ֵȵij��;�Ϊ��ѹ���ɡ�
�������������豸Ϊ���л����ṹ�������鿯װ����ʹ�õ�ա���������ھ���һ����ȵ�Ƭ״����״�����β�֮�и��0.2mm�ı���Ƭ��1cm�����ȵף���������ѹ���ɵ��βľ�����ü��н��г��ӹ��������
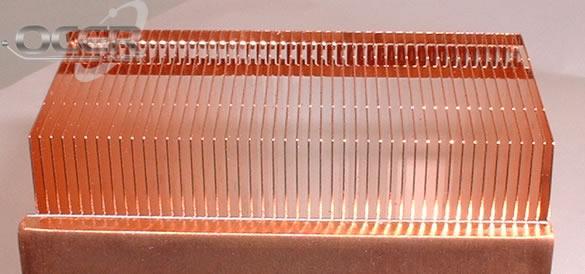
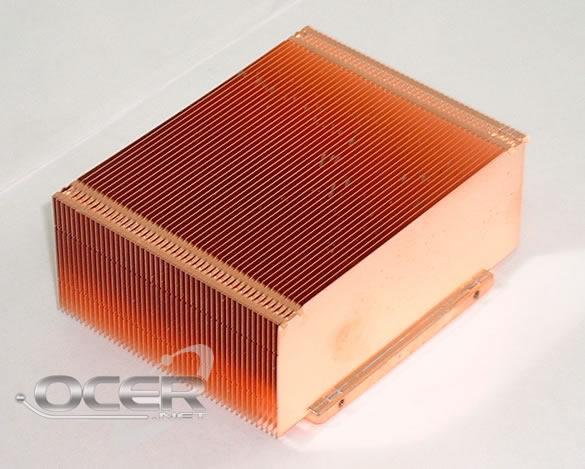
�������ƣ��ɸ�����Ҫ�ӹ�������������״�����÷�Χ�Ϲ㣬�ɴ������Զ��������� �������ƣ��пڲ���ƽ����������Ҫ���������� �������Ͳ�Ʒ�����ֺ��������ɢ��Ƭ���ձ���á� 8����Ҷ�� ������Ҷ��ϸ����Ƭ�ӹ�������ͨ�����õ�һ������ ������Ҷ���ڽ�AA1050���Ͻ��ѹ���ɵĵ��屡��Ƭ��ϳ��ܼ�ƽ����Ƭ�ļӹ����գ����巽��Ϊ���ڳ���ʱ����Ƭ�ı�Ե������һС���ر���Ƶ������֣�����Ƭ�̶��ڶ��Ƶ�ģ���У������������۲��������ϣ���Ϊ���������ƽ����Ƭ��
����������Ҷ���յ�����һ��Ŀ�����Dz�����Ƭ�����ȵĺ������ӣ�ͨ��Ϊǥ����ϣ��������Ľ����迹��ϸ����ƽ��Ƭ״��Ƭ�����ȵ����������С��ͬʱ���ǵ��������ʵ�ʽ�����������迹�����ȵ�����Ƭ��������������ܳ�Ϊɢ��Ƭ��������·���е�ƿ������ˣ���Ҷ���ջ�����Ƭ�������ȵ����ӵ�һ������һ���۱ߣ��������ۺ����Ϊһ�����ƽ���ı��棬��ÿƬ��Ƭ��������һ�����Ͽ����ĵ��棬���ӳ�Ϊ��L���Ρ����һ�������������ȵ�ͨ�������洫����������Ƭ�ġ����桱�ϣ������ڲ�������ʵ��ɢʧ������ֱ�����֡�
�������ƣ���е���Ͻṹ�������٣��ɲ�����Ƭ�����ȵ������Ӳ����Ľ����迹��
�������ƣ�Ϊ�˱�֤��ϵ��ȹ������룬����Ƭ�����ѹģ�����Ҫ��ϸߡ� �������Ͳ�Ʒ�����ѹ��ϣ���Ҫ�����������������ʽ��������õ�ƽ���ܼ�ϸ����Ƭ�� 9�����ӣ� ����������Ϊһ�ַdz���ͳ�Ľ�����Ϸ�ʽ�������洦�ɼ�����ɢ��Ƭ�ӹ���Ҳ���ձ���á� ����Ŀǰɢ��Ƭ�ӹ�����������Ȼ��Ҫ��ǥ�����������۵��ĸ�ĵ͵ĺ������ĸ�ļ�Ŀ�϶��ͨ��ij�ַ�ʽ���Ⱥ��Ӳ�λ��һ���¶ȣ�����ۻ������ĸ�ļ�Ŀ�϶����ȴ�ɽ��Ϊһ�塣 �����ӽӴ�ʽ���ȵ���Ÿ�Ӧ���ȣ��ӻ�����ǹ�����������ӵ绡���ȷ磬���Ӽ�����Ѹ�ٷ�չ�ƶ����¹��յIJ��ϳ��֣������Ϊ��һ���൱��������ȵ�רҵѧ�ƣ����漰����Ϣ������������Ϳ�˵������ˣ����߽���ɢ��Ƭ�����е����Ҫ�������ܣ�������Ц�� ����ɢ��Ƭ�ӹ�����õĺ��ӷ�ʽΪ������- reflow soldering���ֳ����������������ĺ�һ�����ֿ��ܸ��������⺸�ӹ��̡���ͨ�������ۻ�����������Ԥ����ĸ��֮��ĸ�״��ǥ���ϣ�ʵ��ĸ�ļ����ǥ��������Ҫ�Ĺ��������ǣ��ú�����Ҫ���ӵĽ������澻����ȥ���������ʹ֮�Ժ��Ͼ������õ���ʪ�ԣ��������ں�����ʪ�������棻�ں��Ϻͺ��ӽ������γɽ����仯�������ʵ�����ӡ��������Ĵ��¹���Ϊ��SMT�ڽ����壨���ȵף����Զ�ӡˢ����->���ȵ�����Ƭ��λ->�����������->������ȷ�����¶����ߵĶ�����¹���->�ۻ����ϣ�����ĸ��->������ȷ�����¶����ߵ���ȴ����->��ж��Ʒ->��������ϴ��
��������һЩ����ij�����ƣ������ȹܵ��¶����ƣ����ʺϲ��û��������գ�����Ҫ���ӽ�ϵ�ɢ��Ƭ��ɲ��õ���ǥ����������ĸ�ĽӴ���ͺ�����Խϸߵĵ��裬��ʱ��ͨ�����������Ӵ����뺸�ϼ��в��������������ۻ����ϣ��ﵽ���ӵ�Ŀ�ġ�
|
| ������ҳ > �Ƽ�ʱ�� > Ӳ�� > ���� |
|


 |
|
| |||||||||||||||||||||||||||||



 ��
��




|
�Ƽ�ʱ����������������绰��010-82628888-5828��������ӭ����ָ�� ���˼�� | About Sina | ������ | ��ϵ���� | ��Ƹ��Ϣ | ��վ��ʦ | SINA English | ��Աע�� | ��Ʒ���� Copyright © 1996 - 2005 SINA Inc. All Rights Reserved |